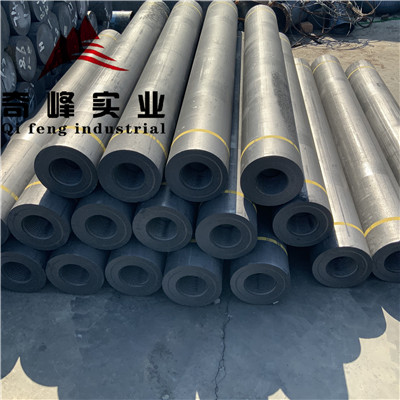
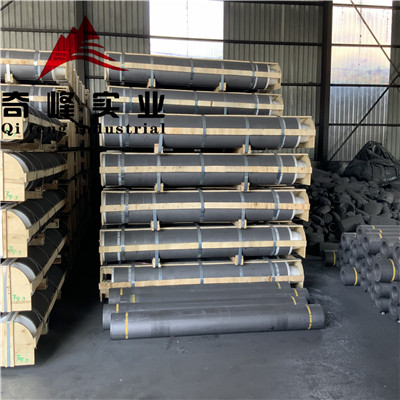
UHP300-800mm grafitne elektrode koje se koriste u EAF topljenju/LF rafiniranju tokom proizvodnje čelika
Kratki detalji:
 Mjesto porijeklaHebei, Kina (kopno)
Mjesto porijeklaHebei, Kina (kopno)
Naziv robne markeČetvrtfinale
TipBlok elektrode
PrimjenaProizvodnja/Topljenje čelika
Dužina: 1600~2800 mm
OcjenaUHP
Otpor (μΩ.m): 4,6-5,8
Prividna gustoća (g/cm³ ): 1,68-1,74
Termičko širenje (100-600℃) x 10-6/℃: 1,1-1,4
Fleksibilna čvrstoća (Mpa): 10-14
PEPEO: 0,3% maks.
Vrsta bradavice: 3TPI/4TPI/4TPIL
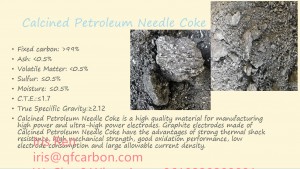
SirovinaNeedle petroleum coke
SuperiornostNiska stopa potrošnje
BojaCrno-siva
Prečnik300 mm, 400 mm, 450 mm, 500 mm, 600 mm, 650 mm, 700 mm, 800 mm
Sposobnost snabdijevanja

3000 tona/tona mjesečno
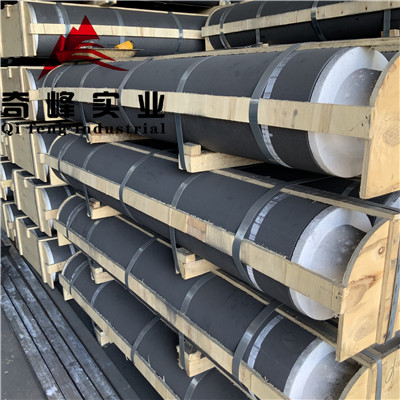
Pakovanje i dostava

Detalji o pakovanju:
Standardne drvene palete ili prema zahtjevu kupca.
LukaLuka Tianjin
Prednost
(1) Prednosti grafitnih elektroda su lakša obrada, visoka brzina uklanjanja grafita pri obradi pražnjenjem i mali gubitak grafita, stoga su neki kupci grupnih mašina za iskre odustali od bakrene elektrode i zamijenili je grafitnom elektrodom. Osim toga, neki posebni oblici elektroda ne mogu biti napravljeni od bakra, ali je grafit lakše oblikovati, a bakrena elektroda je teška i nije pogodna za obradu velikih elektroda. Ovi faktori su uzrokovali da neki kupci grupnih mašina za iskre koriste grafitne elektrode.
(2) Grafitna elektroda se lakše obrađuje, a brzina obrade je očigledno veća od bakrene elektrode. Na primjer, grafit se obrađuje procesom glodanja, koji je 2-3 puta brži od drugih metala i ne zahtijeva dodatnu ručnu obradu, dok bakrena elektroda zahtijeva ručno brušenje. Slično tome, ako se za izradu elektrode koristi centar za obradu grafita velike brzine, to će biti brže i efikasnije, i neće biti problema s prašinom. U ovim procesima, odabir odgovarajućih alata za tvrdoću i grafita može smanjiti habanje alata i oštećenje bakrene elektrode. Kada se uporedi vrijeme glodanja između grafitne i bakrene elektrode, grafitna elektroda je 67% brža od bakrene elektrode. Kod obrade pražnjenjem pod općim uvjetima, vrijeme obrade s grafitnom elektrodom je 58% brže od onog s bakrenom elektrodom. Kao rezultat toga, vrijeme obrade se znatno smanjuje, a troškovi proizvodnje se smanjuju.
(3) Dizajn grafitnih elektroda se razlikuje od tradicionalnih bakarnih elektroda. Mnoge fabrike kalupa obično u aspektima grube obrade i završne obrade bakarnih elektroda imaju različite rezervne količine, a grafitne elektrode se koriste u gotovo istoj rezervnoj količini, što smanjuje vrijeme CAD/CAM i mašinske obrade, te je samo iz tog razloga dovoljno da se značajno poboljša preciznost šupljine kalupa.